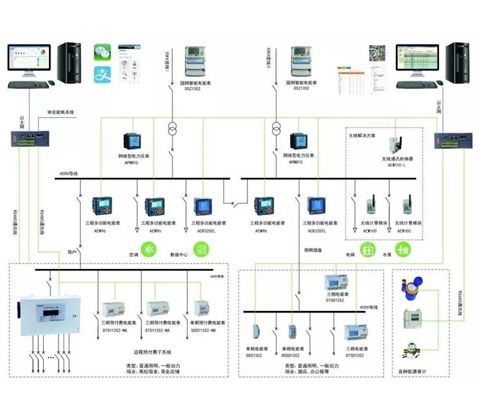
變電所運(yùn)維云平臺(tái)

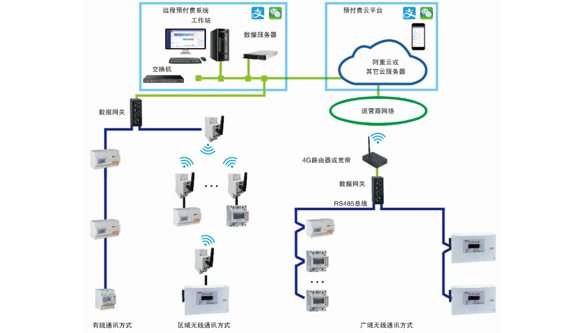
遠(yuǎn)程預(yù)付費(fèi)云平臺(tái)

安全用電管理云平臺(tái)

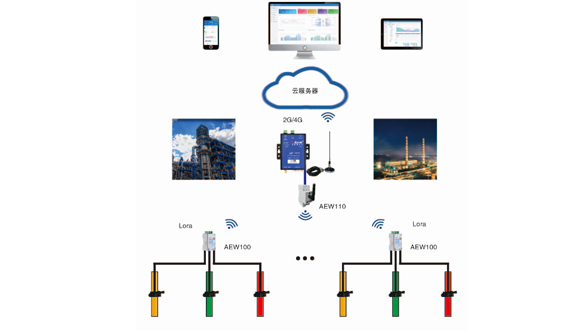
環(huán)保用電云平臺(tái)

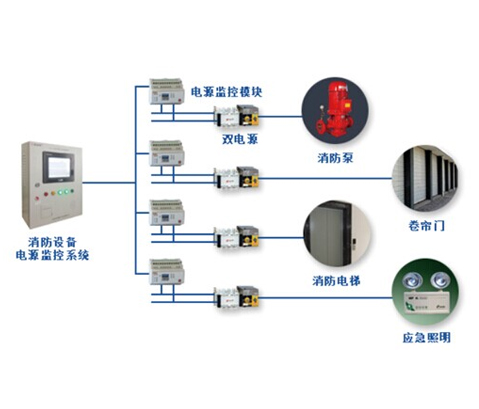
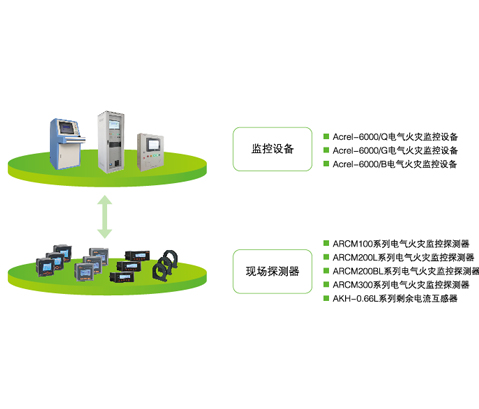
智慧消防管理云平臺(tái)

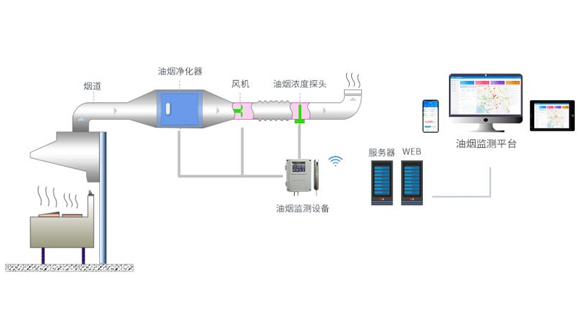
餐飲油煙監(jiān)管云平臺(tái)

電瓶車(chē)充電樁









上海百樂(lè)門(mén)大酒店電力監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用

北京昆侖飯店電力監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用

蘇州金雞湖大酒店電能管理系統(tǒng)的設(shè)計(jì)與應(yīng)用

柳州麗笙酒店電能管理系統(tǒng)的設(shè)計(jì)與應(yīng)用

溫州喜來(lái)登大酒店電力監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用

淄博運(yùn)動(dòng)員公寓智能配電系統(tǒng)的設(shè)計(jì)與應(yīng)用






杭州長(zhǎng)裕地產(chǎn)開(kāi)發(fā)有限公司變電所項(xiàng)目智能配電系統(tǒng)



天水人民醫(yī)院電氣火災(zāi)監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用

上海羅涇礦碼頭變電所遠(yuǎn)程抄表及電能管理系統(tǒng)的設(shè)計(jì)與應(yīng)用

昆明長(zhǎng)水機(jī)場(chǎng)電氣火災(zāi)系統(tǒng)的設(shè)計(jì)與應(yīng)用

呼倫貝爾東山機(jī)場(chǎng)電力監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用

成都東客站電力監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用

遼寧營(yíng)口民用機(jī)場(chǎng)電力監(jiān)控系統(tǒng)

上海世博村VIP生活館電能管理系統(tǒng)的設(shè)計(jì)與應(yīng)用

哥斯達(dá)黎加體育場(chǎng)電力監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用

廣州亞運(yùn)會(huì)網(wǎng)球中心電力監(jiān)控系統(tǒng)的設(shè)計(jì)與應(yīng)用


紹興越城區(qū)人民檢察院分項(xiàng)計(jì)量系統(tǒng)


太倉(cāng)特靈空調(diào)電能管理系統(tǒng)

商用飛機(jī)制造中心浦東基地電力監(jiān)控系統(tǒng)

優(yōu)布勞(河北)啤酒飲料有限公司電能管理系統(tǒng)

浙江利爾達(dá)利合達(dá)電力監(jiān)控系統(tǒng)

常州強(qiáng)聲紡織有限公司能源監(jiān)測(cè)系統(tǒng)

平頂山市人民醫(yī)院電氣火災(zāi)監(jiān)控系統(tǒng)

南京湯山百聯(lián)奧特萊斯電氣火災(zāi)系統(tǒng)

山西晉城紅星美凱龍家居生活廣場(chǎng)電氣火災(zāi)監(jiān)控系統(tǒng)

上海交通大學(xué)徐匯校區(qū)包兆龍圖書(shū)館修繕工程電氣火災(zāi)監(jiān)控系統(tǒng)


無(wú)錫中航雷電613所電氣火災(zāi)系統(tǒng)